
粉末涂料的靜電噴涂稱為噴塑其原理:是利用電暈放電現象使粉末涂料吸附在工件上的。
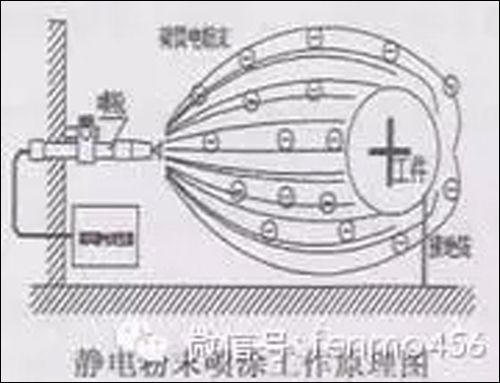
靜電噴涂工作原理圖
靜電噴涂工作原理圖靜電噴涂工作原理圖過程是這樣的:粉末涂料由供粉系統借壓縮空氣氣體送入噴槍,在噴槍前端加有高壓靜電發生器產生的高壓,由于電暈放電,在其附近產生密集的電荷,粉末由槍嘴噴出時,形成帶電涂料粒子,它受靜電力的作用,被吸到與其極性相反的工件上去,隨著噴上的粉末增多,電荷積聚也越多,當達到一定厚度時,由于產生靜電排斥作用,便不繼續吸附,從而使整個工件獲得一定厚度的粉末涂層,然后經過熱使粉末熔融、流平、固化,即在工件表面形成堅硬的涂膜。
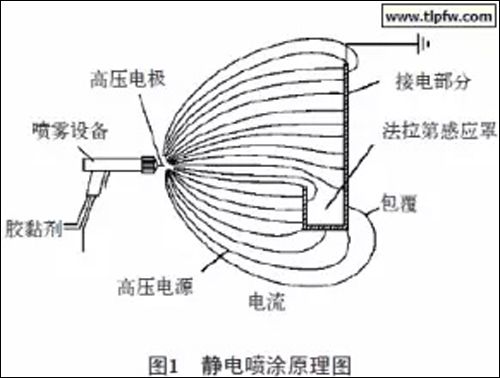
靜電噴涂原理圖
靜電噴涂原理圖靜電噴涂原理圖粉末靜電噴涂工藝流程有哪些工序?
(1)表面預處理,主要是鉻化(鋁材),潾化(鐵材等),噴砂等方法。
(2)保護(也稱蔽覆),工件上若某些部位不要求有涂層,在預熱前可采用保護膠等掩蓋起來,以避免噴上涂料。
(3)預熱,一般可不需預熱。如果要求涂層較厚的(150-300膜厚的),可將工件預熱至180~200℃,這樣可以增加涂層厚度。
(4)噴涂,在高壓靜電場下,將噴粉槍接負極,工件接地(正極)構成回路,粉末借助壓縮空氣由噴槍噴出即帶有負電荷,按異性相吸原理噴涂到工件上。
(5)固化,噴涂后的工件,送入180~200℃的烘房內加熱,保留15-20分鐘的恒溫時間,以便使粉末完全固化。
(6)清理。涂層固化后,取下保護物,修平毛刺。
(7)檢驗。檢查工件涂層,凡有漏噴、碰傷、針氣泡等缺陷的,都應返工重噴。
(8)缺陷處理。對被檢出的有漏噴、針孔、碰傷、氣泡等缺陷的工件,進行返修或重噴。


